 Index
Index



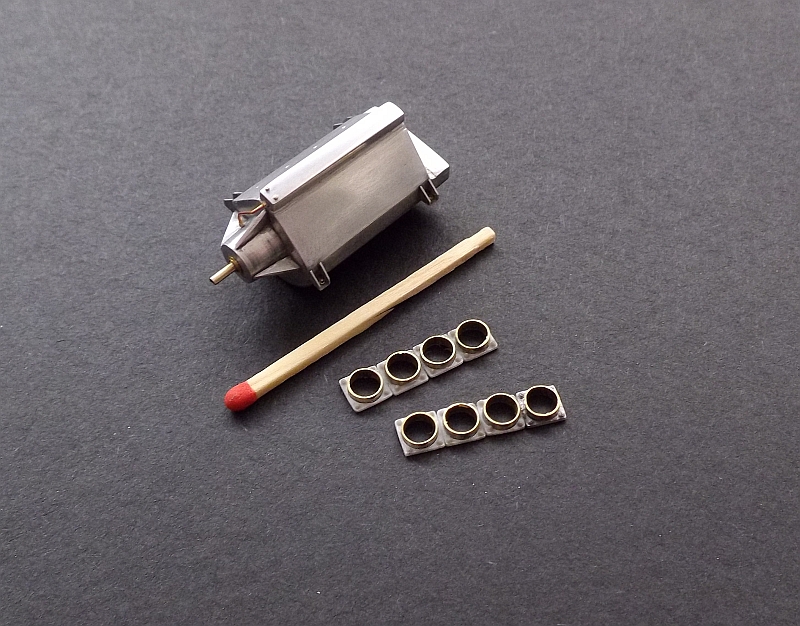
This engine was used in the Antoinette monoplane. It is a V8 configuration and was water cooled, it developed 50hp. I have started by making the cylinder bases, these were cut from 0.5mm styrene sheet and a 4.5mm hole punched through the centre, I also drilled a 0.5mm hole in each corner and glued nuts and bolts. The cylinder supports are made from short lengths of 4.5mm brass tube cut to length and glued into the holes.


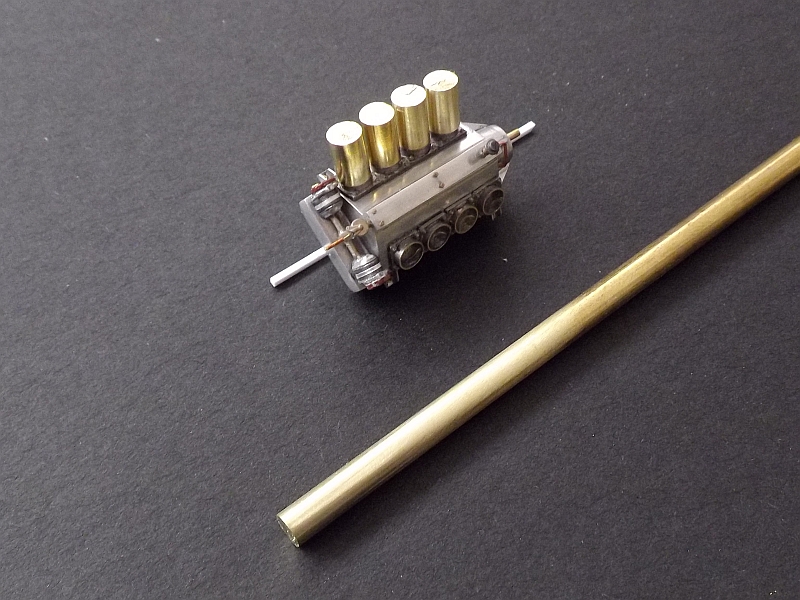
I cut and sanded then fitted the top centre section of the crank case, this is also made from aluminium. The forward propeller shaft extension was turned from another length of aluminium rod this time down to 7.0mm it tapes slightly from the rear to the front. I drilled a 1.2mm hole in the front to accept a short length of 1.2mm brass tube for the prop shaft. Strengthening ribs were added by using cut and sanded pieces of sheet aluminium. The four engine mounting flanges have been made from sheet aluminium, it was cut to size then bent to shape, all the extra pieces have been fixed to the crank case by using super glue. The entire crank case was sanded with 1000 wet and dry then polished with 0000 steel wool, a quick rub with ‘Brasso’ gives the crank case a nice shine.






The two banks of cylinder bases have been fixed in position onto the crank case, I positioned the base plates then filled the 4.5mm tubes with 5 minute epoxy. Using the epoxy allowed me a bit of time to adjust the position of the base plates plus when dry gives a very good bond. Once the epoxy was dry I sanded the tops of the cylinder bases to make sure they were all level. The cylinder bases are slightly off set to each other with one side sitting at the front of the crank case while the other side is sitting back just a little




I used two magnetos from the set supplied by Shapeways and designed by Bo Monroe, they are excellent 3D printed models and go together very easily, painting makes them really look the part. I fitted them to the engine using brass tubes, these represent the drive from the top of the engine to the magnetos. The sets of small bolts along the top of the engine centre section are done by firstly drilling 0.4mm holes about half a millimetre deep, into these holes I glued short lengths of 0.25mm brass wire. I then slipped small brass nuts over the wire and fixed them with CA. Once the glue was dry I trimmed the wire to be just above the top of the brass nut.

I started the crank case with a length of 16.0mm aluminium rod, this is good quality aluminium which allows for very easy and accurate turning on my small clock makers lathe, the first cut was to reduce the size to 15.0mm. Being good quality it also polishes up very nicely which is the look I am after for this engine. I had to do quite a bit of filing and sanding to obtain the correct crank case shape, I needed to file the two flat surfaces for the cylinders.

It took some searching but I finally found some 3/16” (4.76mm) brass rod, I purchased it from Model Tools Australia in South Australia. I have cut the rod into 4.55mm lengths using my razor saw, it does a very neat job. The first four cylinders have been cut and are just sitting in position, the tops have not been cleaned up yet as they will need to be shaped which will require a lot of filing and sanding.



I have cut all the cylinders to length. I turned the brass rod down to 4.0mm and cut lengths 3.95mm long, using a half round file I filed a scallop into on side, this fits onto the side of the cylinder where it will be soldered, this will form part of the inlet/exhaust valve protrusion. The spark plug was mounted dead centre over the cylinder.

This picture illustrates the tools I used to cut the cylinders, a simple razor saw. This particular blade has cut six of the cylinders and is probably still sharp enough to cut the remaining two. I made a very simple small mitre box with a stop, this allowed me to cut each of the cylinders all exactly the same length. While cutting the rod I made sure that I rotated it on a regular basis, no cutting fluid was necessary.


I have cut all the cylinders and the smaller lengths that will be soldered onto the side of the cylinders for the valve and exhausts. The smaller pieces are 3.95mm making them a little difficult to handle, I decided to use a pair of vice grips to hold them while filing.


The first photo shows the filing using a round file, I use this to get the depth down to roughly half the diameter of the rod. The second photo shows the finishing off using a half round file, this gets it to the same diameter as the cylinder rod. The photos show the filing during the early stages so they are not straight at this stage.

The filing is now completed, with the smaller piece held against the cylinder you can see that the size is 7.14mm, this is the size I calculated to be correct for the engine. The smaller piece will now be soldered onto the cylinder.




I purchased a small butane blow torch for doing the soldering, it produces a very fine flame to a temperature of 1400º, this is perfect for soldering the 3/16 rod. The gas cylinder inside the torch is refillable and will give a continuous burn for 30 minutes, the torch only cost $15 and the pressure can for refilling was $9, the torch is very easy to use.
I tinned the inside of the smaller piece with solder first, then I hold the two pieces together using my self locking small clamps (metal of course). I then apply heat and the solder melts very quickly bonding the two pieces of brass rod, make sure there is plenty of flux on the parts before soldering. The join is very strong and will handle all the filing that will ensue. That’s one, seven to go.
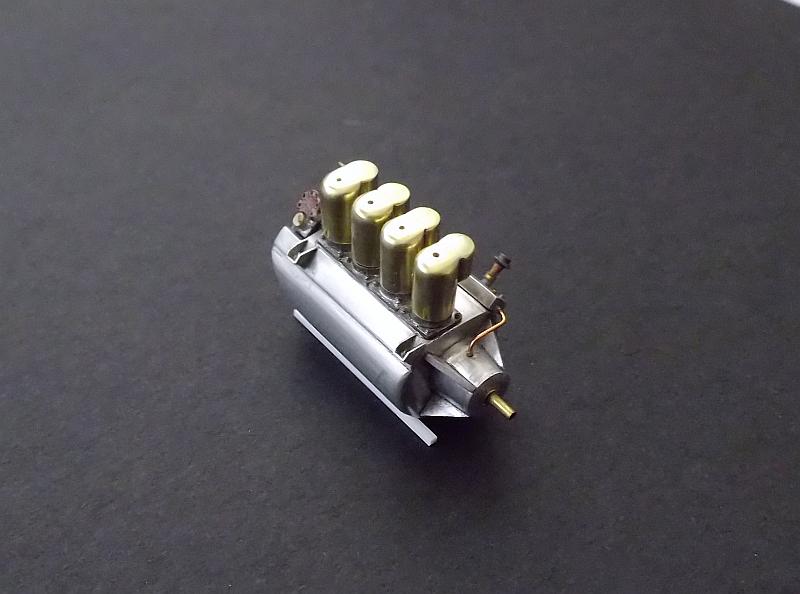


I have four of the cylinders nearly ready. The small valve extensions have been soldered on and the top of the cylinders have been shaped, some of the cylinders still need a bit more sanding. The hole in the top of each cylinder is for the spark plugs, this is a 0.6mm hole. There is still a lot of work to be done to each cylinder like holes drilled for water pipes, holes for the exhaust pipes and flanges fitted for the intake pipes plus I need to make 8 spark plugs. Once all that has been done the cylinders can be fixed to the engine.



One bank of cylinders have now been fixed to the crank case, I used 5 minute epoxy to fix the cylinders. I also drilled a 0.5mm hole to the outside of each cylinder for the water pipes, I also drilled 1.0mm holes in the valve extension on the inside of the cylinders for the exhaust pipes. The intake manifolds are made from 2.0mm aluminium rod with 2.5mm brass sleeves, the top intakes are the same 2.0mm rod with a 1.6mm hole drilled in the end, it was then partially flattened to give the correct intake shape. I used 0.5mm aluminium tube for the small pipes that run up the side of each intake, small copper tubes will be fitted to these along with copper tube (copper wire) to act as water pipes. Using metal for all the parts is very time consuming and has slowed the build down quite considerably. I will now work on the other bank of cylinders.
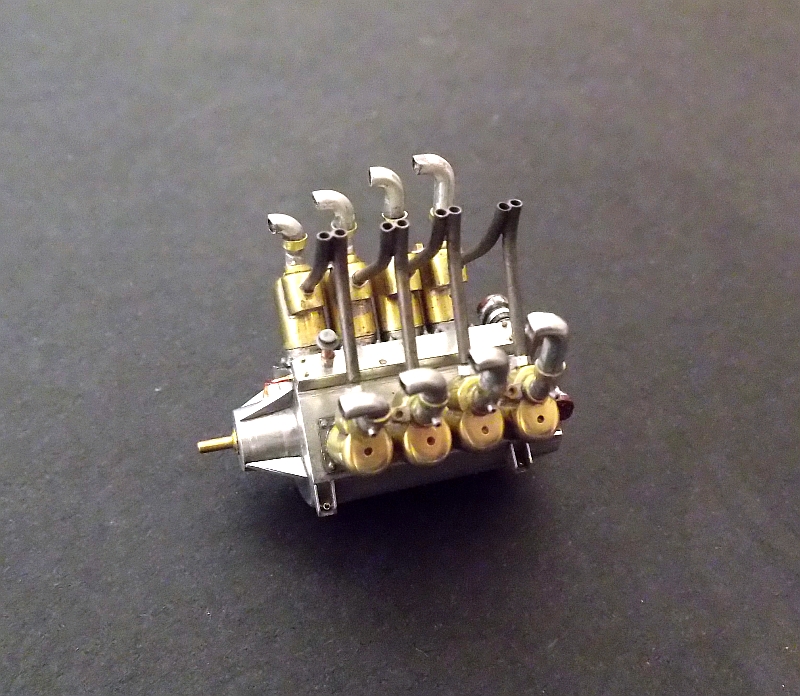

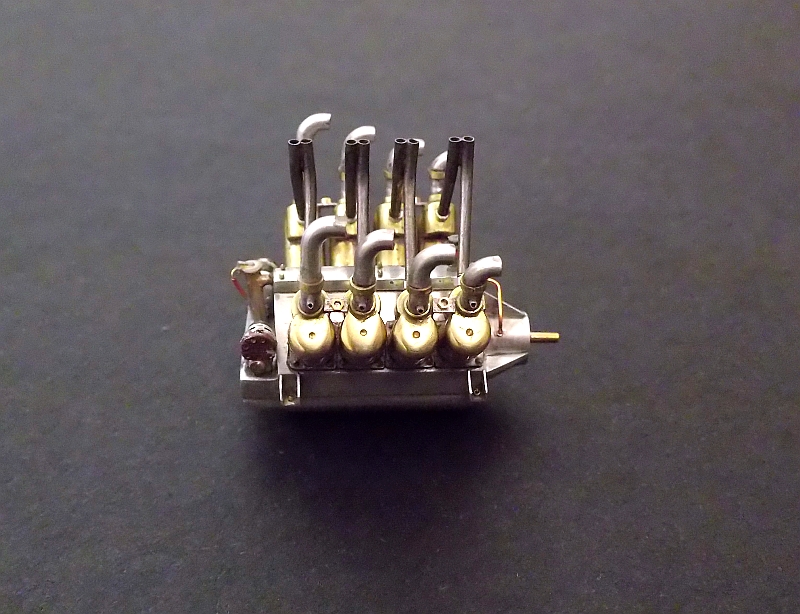



The second bank of cylinders have now been fitted along with the intake manifolds. I also made and fitted the eight exhaust pipes, these were made from 1.2mm thin wall brass tube.
The tube was way too thin to bend around a piece of rod or the such, it just kept creasing, so I reverted to the old method of bending it over the fleshy part of my thumb, this allowed the tube to bend without the harsh surface which caused the creasing. Once cut to length I inserted a length of 0.9mm brass tube into the end of the exhaust pipe, an RB Motion aluminium nut was placed over the 0.9mm brass tube then the whole exhaust was placed onto the cylinder, small amounts of CA were run around the cylinder where the exhaust was fitted, final adjustments were made before the CA set. Another small amount of CA was applied where the two pipes crossed, they were then painted with Mr Metal Stainless and lightly polished, the nuts were left as aluminium.


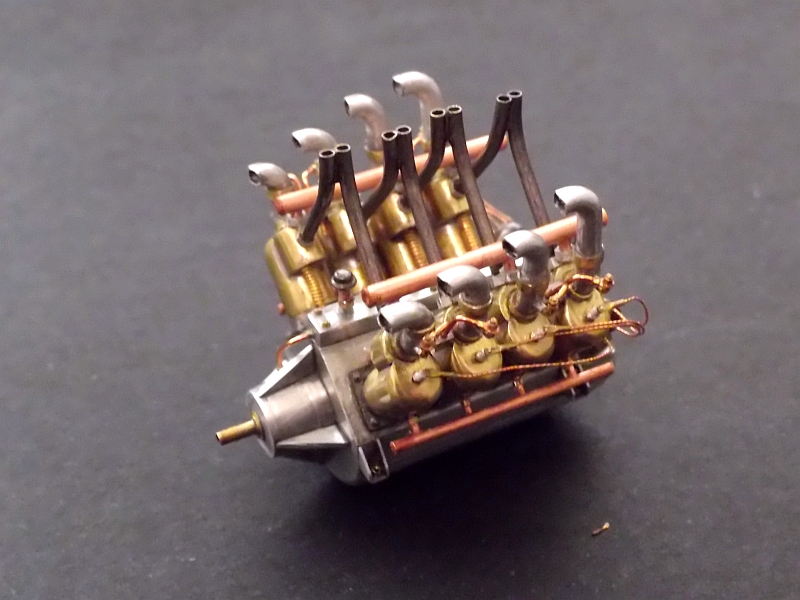





The engine is now completed, I used RB Motion 1:24 scale aluminium spark plugs which are the perfect size for this engine and they have very crisp detail. The water pipes are made from copper tube and fitted in place with CA. I sprayed the entire engine with two coats of full gloss clear to help prevent the metal from tarnishing. The engine is quite heavy so special attention will have to be made to the construction of the undercarriage. Once the engine is fitted to the airframe there will be a few more small copper pipes added. Being an all metal engine it took a lot of extra time to engineer and construct the model.